गड़गड़ाहट हो सकती है कि लेंस गंदा है। पहले तो लेंस साफ होता है, इसलिए काटने में कोई दिक्कत नहीं होती। पिछला लेंस गंदा है, इसलिए गड़गड़ाहट होती है। लेकिन सबसे बुनियादी कारण यह है कि सहायक हवा के रूप में इस्तेमाल की जाने वाली हवा साफ नहीं है और तेल और पानी है।
इस मामले में, काटने के संचालन के सामान्य संचालन को सुनिश्चित करने के लिए हवा कंप्रेसर के पीछे के अंत में पानी और तेल हटाने के उपकरण को जोड़ना आवश्यक है। पानी निकालने के मामले में, कोल्ड ड्रायर को बढ़ाना है, और तेल हटाने के मामले में, पीछे के तेल हटाने वाले उपकरणों को बढ़ाना है।
इस तरह, संपीड़ित हवा न केवल काटने के संचालन के सामान्य संचालन को सुनिश्चित करती है, बल्कि लेजर काटने के उपकरण की सुरक्षा भी करती है। इसी समय, यह लेंस के सेवा जीवन और लेजर काटने के उपकरण के रखरखाव चक्र को भी बढ़ाता है। साथ ही लेंस के तेल और जल प्रदूषण की समस्या से बचा जाता है, जिससे लेजर उपकरण को अधिक नुकसान होता है।
काटने की प्रक्रिया में लेजर काटने की मशीन जब तक ऑपरेशन की सही विधि आम तौर पर कोई समस्या नहीं होती है, काटने का प्रभाव बहुत अच्छा होता है। लेकिन अगर आप लेजर कटिंग मशीन का इस्तेमाल कुछ गड़गड़ाहट काटने के लिए करते हैं, तो आपको इस पर ध्यान देने की जरूरत है। विशिष्ट कारण का पता लगाना और समय रहते इसे हल करना सबसे अच्छा है।
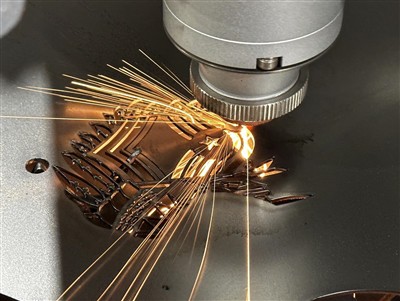
शीट मेटल प्रोसेसिंग में लेजर कटिंग मशीन आम रही है। इसकी उच्च दक्षता और उच्च काटने की गुणवत्ता के कारण, लेजर काटने की मशीन शीट धातु प्रसंस्करण स्टेशन की मानक विन्यास बन गई है। लेकिन कुछ ग्राहक लेजर कटिंग मशीन का उपयोग करते हैं, वर्कपीस गड़गड़ाहट से बाहर निकलते हैं, बहुत से लोग सोचते हैं कि यह लेजर कटिंग मशीन उत्पादों की गुणवत्ता है, वास्तव में, जरूरी नहीं।
शीट धातु प्रसंस्करण की प्रक्रिया में, लेजर काटने की मशीन की गैस शुद्धता और पैरामीटर सेटिंग प्रसंस्करण गुणवत्ता को प्रभावित करेगी। यदि उपकरण प्लस गैस प्लस पैरामीटर को ठीक से समायोजित किया जाता है, तो वर्कपीस गड़गड़ाहट से मुक्त होगा।